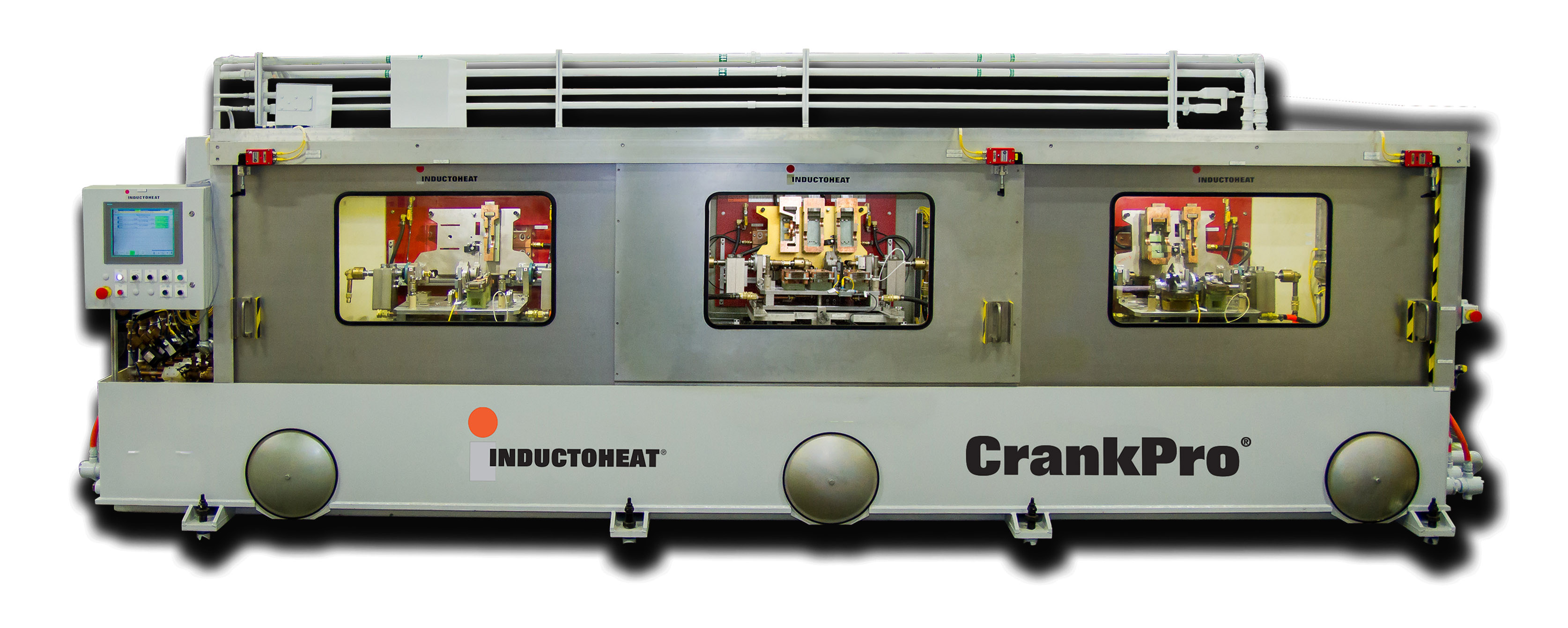
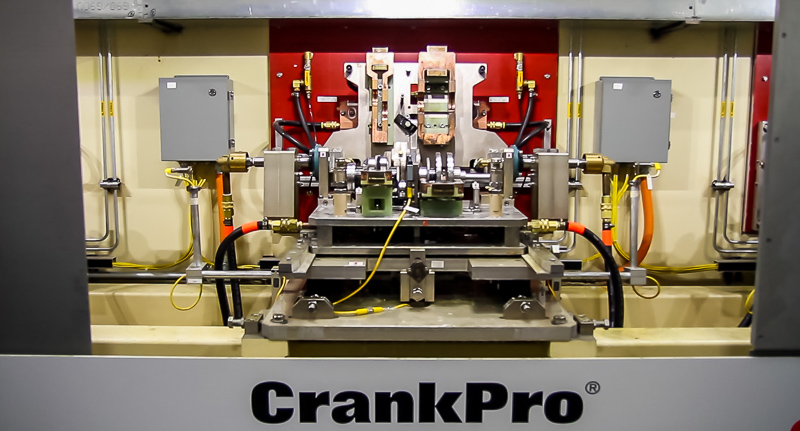
CrankPro® 静止型クランクシャフト高周波焼入れ装置

特許取得の SHarP-C™ (Stationary Hardening Process for Crankhafts クランクシャフト静止硬化プロセス) テクノロジーを利用したシングルショット高周波焼入れ、加熱プロセス中にワークピースを回転させる必要がありません。このユニークな技術は、保守費用の大幅削減、簡単操作、ツーリングの寿命延長、品質の向上など実践的、経済的、技術的な利点をもたらします。加熱時間を大幅に短縮できるので製品に生じるひずみを最小限に抑えることができ、加熱後の矯正工程も不要になります。
特徴
生産性向上
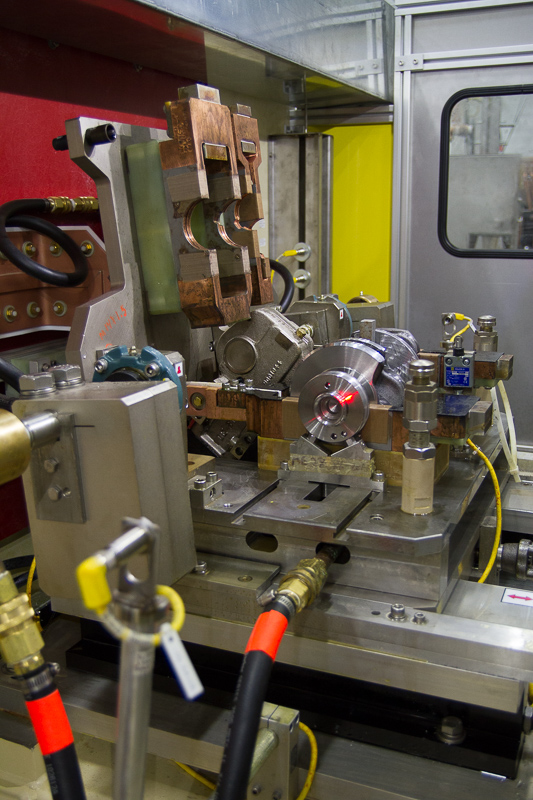
- 非接触 / 静止型焼入れ
- 可動部品は1か所のみ (開 / 閉)
- 処理量の増加 – 加熱時間短縮 – 4秒以内
- 最大処理量 90 個/ 時間
品質改善
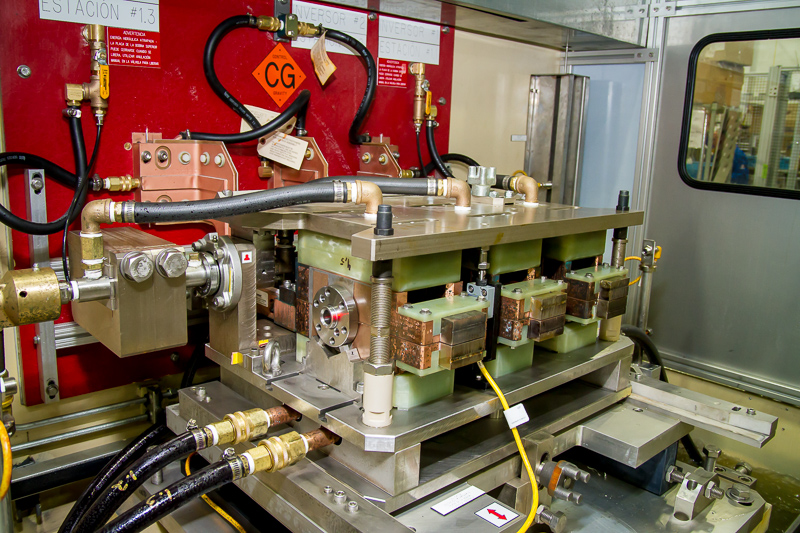
- CNC加工インダクタ。動力可動部品は使用しません。
- ワークピースのひずみを防止 - 加熱時間が短いため10マイクロン以下
- 優れた焼入れパターン
ダウンタイム削減
- 素早いコイル交換「クイックチェンジ」パレットアッセンブリ
- 工具寿命の延長
- 冗長デュエルバッグクエンチろ過装置 - 装置稼働中にフィルタ交換可能
- モジュール式設計で迅速なワーク交換
操業コスト削減
- ロテーションタイプ焼入れ装置と比較して大幅な操業コスト削減
- 保守費用の大幅削減
- ロテーションタイプと比較して電気使用量 50% 削減
仕様
| モデル | 2 ステーション | 3 ステーション |
| 装置寸法 | 190” W (4826 mm) x 89” D (2264 mm) | 265″ W (6731 mm) x 89.64″ D (2277 mm) |
| 重量 | 24,250 lbs. (11,000 kg) | 22,046 lbs. (10,000 kg) |
| 処理量 | 1時間当たり90個 | 1時間当たり60個 |
| 出力 | 150 kW, 300 kW or 450 kW | |
| 出力周波数 | 10 – 30 kHz | |
| 適用ワークピース | 各種クランクシャフト ( V10, V8, V6, I4, I3) 、ピン、メイン、オイルシール | |
| コイルパレット | 2 SHarP-C™ コイルパレット | 3 SHarP-C™ コイルパレット |
| 制御方式 | シーメンス標準PLC(その他ブランドのPLCに変更可) | |
アクセサリ
- オーバーヘッドガントリーまたはロボット式マテリアルハンドリング
- クイックチェンジパレットカート
- 機械工具ストレージ
- プロセスモニタリング電子署名パッケージ
- ミスト収集システム
- 自動クエンチ濃縮装置
- 自動脱イオン水供給
- プログラマブルマシンスタートアップ