
誘導とは?
インダクトサームグループではさまざまな産業・用途に合わせて電磁誘導を利用した溶解、加熱、溶接装置を提供していますが、そもそも誘導とは何でしょうか?ほかの加熱方法とどのように違うのでしょうか?
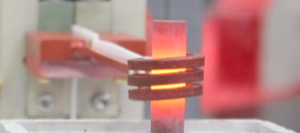
エンジニアにとっては誘導は魅力的な加熱方法です。誘導加熱になじみのない方は、あっという間にコイルの中の金属片が真っ赤になるのを見て驚かれることでしょう。誘導加熱装置の開発には物理学、電磁気学、パワーエレクトロニクス、プロセス制御などの知識が必要ですが基本的な誘導加熱の概念はとてもシンプルです。
誘導の基本
誘導という概念はマイケル・ファラデーによって発見されましたが、導電性の金属(たとえば銅などの)で作ったコイルにその端を発します。コイルに電流を流すと、コイルの中と周囲に磁界が発生します。磁界の及ぶ範囲はコイルを流れる電流の大きさとコイルの設計によって変化します。

磁界の方向は電流の流れる方向によって決まり、コイルを流れる交流電流の周波数の波形に合わせて向きが切り替わります。交流電流が60Hzであれば、磁界の方向は1秒間に60回、400kHzであれば1秒間に40万回切り替わります。
導電性のある材料で作られたワークピースを交流電流で発生させた交番磁界の中に置くと、ワークピース内に電圧が生じます(ファラデーの法則)。この電圧によって電子の流れが起こります。電流です!
ワークピース内に発生した電流はコイルを流れる電流とは反対方向に流れます。つまり、コイルを流れる電流の周波数をコントロールすることでワークピース内の電流の周波数をコントロールできるのです。
電流は媒体の中を流れるため電子の動きに対して抵抗が起こります。この抵抗は熱となって表れます(ジュール熱)。電子の流れに対する抵抗の大きい材料では電流が中を流れるときに発生する熱も大きくなりますが、銅などの高伝導性材料ももちろん誘導電流を利用した加熱が可能です。この現象が誘導による加熱の要です。
誘導で加熱するために必要なのは?
これらの事から、誘導加熱が起こるために必要な2つの基本的要素がわかります。
- 交番磁界
- 導電性のある材料を磁界の中に置くこと
誘導加熱はほかの加熱方法と何が違うのでしょうか?
誘導を使わなくても物体を加熱する方法はいくつかあります。産業の現場ではガス炉や電気炉、塩浴などがよく利用されています。これらの方法はすべて熱源(バーナー、発熱体、液体塩)から物体への対流と放射による熱伝導を利用しています。物体の表面を加熱し、熱伝導によってその熱を物体全体に伝達させるのです。

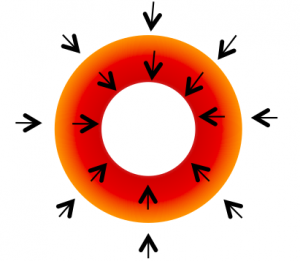
誘導加熱は、物体表面に外から熱を加え、対流と放射によってその熱を伝達させる加熱方法とは異なります。誘導加熱では、電流によって物体の表面に熱を発生させます。物体表面に発生した熱は熱伝導によって物体内部へと伝達されます。誘導電流によって直接物体に発生する熱の深さは電流の浸透深さと呼ばれるもので決まります。
電流の浸透深さはワークピース内を流れる交流電流の周波数と密接な関係があります。誘導電流の発生する深さ(浸透深さ)は、周波数が高いほど浅くなり、周波数が低いほど深くなります。またワークピースの電気特性、磁性特性によっても変わります。

インダクトサームグループではこの物理的・電気的現象の利点を応用し、お客様の製品やアプリケーションに合わせた誘導加熱ソリューションをご提案いたします。出力や周波数の精密制御、優れたコイル設計により、アプリケーションを問わずハイレベルなプロセス制御と信頼性を備えた設備をお客様にお届けします。

誘導溶解
多くのプロセスにおいて、溶解は製品を作るための第一段階です。誘導溶解は早くて効率的な手段です。誘導コイルの形状を変えることでコーヒーカップサイズから数百トンクラスの容量の誘導溶解炉を作ることができます。さらに、周波数と出力を調整すれば、事実上ほぼすべての金属や素材を処理することができます:鉄、鋼、合金、ステンレス鋼、銅、銅合金、アルミ、シリコンなど。誘導装置は、各種アプリケーションに合わせ最大限に効率的な溶解ができるように設計されます。
誘導溶解独特の利点として電磁攪拌があります。誘導炉の中で金属材料は磁界によって発生した電流によって溶解・加熱されます。金属が溶湯になってしまうと、磁界の影響で溶湯が動きます。この現象は電磁攪拌と呼ばれています。コンスタントに溶湯が動かされることで必然的に溶湯がよく混ざり、より均質な合金を得る助けとなります。攪拌の大きさは炉容量、出力、磁界の周波数、炉内の金属の種類や量によって変化します。もし特別な必要がある場合には、電磁攪拌の大きさは操作することが可能です。
真空誘導溶解
誘導加熱は磁界を利用して行われるため、ワークピース(またはロード)は耐火材や非導電体で誘導コイルから物理的に絶縁します。磁界はこの絶縁材料を通過して中のロードに電圧を誘導します。つまり、ロードまたはワークピースは真空下や制御雰囲気下でも加熱できるのです。このことを応用し、チタンやアルミニウムなど反応性の高い金属、特殊合金、シリコン、グラファイト、その他非常に導電性の高い材料なども溶解することができます。
誘導加熱
燃焼式の加熱方法とは異なり、誘導加熱ではバッチサイズに関わらず精密な制御を行うことができます。誘導コイルの電流や電圧、周波数を変化させることできめ細やかな加熱調整ができるので、表面硬化、焼入れ焼戻し、焼鈍、そのほかの精密加熱を要する熱処理アプリケーションにはうってつけの加熱方法です。自動車、航空宇宙、光ファイバー、線材硬化、ばね鋼の焼戻しなどは高精度な加熱が求められます。また誘導加熱はチタン、貴金属、先端複合材料などの特殊金属アプリケーションにも利用されています。さらに真空ルツボ溶解の技術を利用して、ステンレス鋼管の光輝焼鈍など、連続式誘導加熱を制御雰囲気下で行うことも可能です。
高周波電縫管溶接
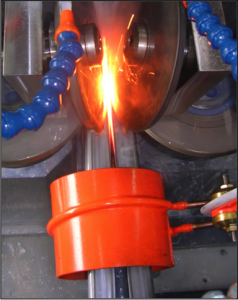
高周波(HF)を使用すると誘導で溶接をすることも可能です。高周波で誘導加熱を行うと、電流の浸透深さは非常に浅くなります。高周波電縫管溶接装置(右写真)では、金属薄板は成形されながら精密に設計されたローラを通過していきます。ローラは、両側から丸めた薄板の端部と端部を合わせて押し付ける役割をします。丸められた薄板はローラに到達する直前に誘導コイルを通過して加熱されます。この場合、誘導電流は成形された薄板の外周部分ではなく、薄板の端部を合わせたV字型の部分に流れるようにします。この電流で端部を適切な溶接温度(材料の溶融温度以下)まで加熱します。溶接部分を両側から押し付けることで金属片やスケールなどの不純物をすべて押し出して固相鍛接を行うことができます。
誘導の未来
誘導という独特な技術は、来たるべき高度加工材料と代替エネルギーの時代、そして勢いを増す新興国のニーズと共に、未来のエンジニアたちにとって高速、高効率かつ高精度な加熱方法としてますます欠くことのできないものになると私たちは確信しています。